Technické informace
Systém lisovaných rozvodů z nerezové oceli AISI 304
H-LINE INOXPRESS 304
Nerezový lisovací systém H-LINE INOXPRESS 304 je vyroben z nerezové oceli AISI 304
(1.4301 dle EN) a je speciálně navržen pro použití v rozvodech topných systémů a pro rozvody vody, včetně pitné vody a požárních rozvodů.
Disponuje také systémem LEAK DETECT pro včasné odhalení nezalisovaných spojů fitinek. Lisování fitinek lze realizovat pomocí čelistí s profilem „V”.
Technický katalog v PDF obsahující většinu níže uvedených informací si můžete stáhnout v sekci KE STAŽENÍ.


















Kvalita a materiál
Kvalita výroby fitinek a trubek H-LINE INOXPRESS 304 podléhá certifikovanému systému řízení kvality EN ISO 9001.
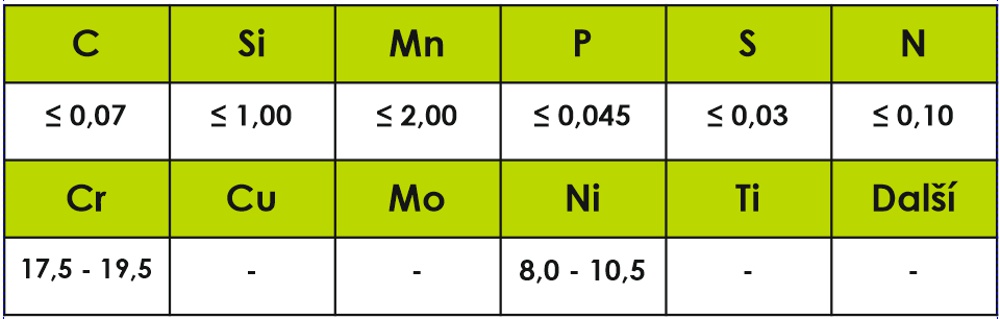
Lisovací systém H-LINE INOXPRESS 304 je vyroben z materiálu AISI 304 (1.4301), což je austenitická nerezová ocel, která má vysokou odolnost proti korozi.
Chemické složení - hmotnostní podíl v % podle ČSN EN 10088-3:2015 - viz tabulka:
O-kroužky černé barvy, které jsou použity ve všech fitinkách lisovacího systému H-LINE INOXPRESS 304
jsou vyrobeny z kvalitního materiálu EPDM s tvrdostí 70. EPDM je vedle SBR, NBR a CR jedním z nejvšestrannějších představitelů syntetického kaučuku.
Jeho předností je vysoká tepelná odolnost a odolnost vůči kyselinám a zásadám.
O-kroužky systému H-LINE INOXPRESS 304 jsou navíc speciálně navrženy pro funkci včasného odhalení nezalisovaných spojů tvarovek - tzv. LEAK DETECT,
viz sekce Detekce špatného zalisování.
Certifikace
Certifikát č. 227/C5/2023/0225 vydal dne 11. 12. 2023 Výzkumný ústav pozemních staveb - Certifikační společnost, s r.o. - Autorizovaná osoba 227. V souladu s ustanovením § 5 odst. 2 nařízení vlády č. 163/2022 Sb., kterým se stanoví technické požadavky na vybrané stavební výrobky, ve znění nařízení vlády č. 312/2005 Sb. a nařízení vlády č. 215/2016 Sb., autorizovaná osoba potvrzuje u stavebního výrobku H-LINE INOXPRESS 304 (sestava lisovacích tvarovek a trubek z nerezové oceli AISI 304 v rozměrech ø 15 - 54 mm) určené použití pro tlakové rozvody požární vody, vody v ÚT, pitné vody a stlačeného vzduchu.
Přednosti a funkce
- Lisovací fitinky s V-profilem z kvalitní nerezové oceli AISI 304
- Vhodné pro systémy vytápění, pro rozvody teplé i studené vody (pitné i užitkové) a požární rozvody
- Kompatibilní s běžně dostupnými lisovacími nástroji s V-profilem
- Fitinky jsou vybaveny černým O-kroužkem z EPDM vysoké kvality s funkcí včasného odhalení nezalisovaných spojů tvarovky
- Certifikace od VÚPS, vč. pitné vody a požární odolnosti
- Lze použít do maximální teploty až 110°C
- Dostupné dimenze od 15 do 54 mm
Detekce špatného zalisování
Fitinky H-LINE INOXPRESS 304 jsou vybaveny černým EPDM O-kroužkem, který má speciální LEAK DETECT konstrukci.

Oproti standardnímu O-kroužku je tento LEAK DETECT O-kroužek designován se dvěma prohluběmi, které zajistí, že pokud je fitinka špatně zalisovaná, nebo dokonce není zalisovaná vůbec, bude docházet k viditelnému úniku média. Tato detekce je zaručena i při nízkém tlaku od 0,1 bar (do 6 bar). Při správném a dostatečném zalisování je stlačitelností materiálu O-kroužku zaručena 100% těsnost spoje. O-kroužky ve fitinkách H-LINE INOXPRESS 304 jsou standardně lubrikovány silikonem.
O-kroužky z FKM - Pro speciální vysokoteplotní a chemické aplikace je vhodné použít O-kroužky hnědé barvy vyrobené z FKM (fluorokaučuk). FKM je pryž pro vysoce náročné podmínky. Vhodná pro agresivní chemikálie, oleje, benzín, naftu, odolná vysokým teplotám. Teplotní odolnost -20°C až +240°C. Tyto O-kroužky nejsou vybaveny systémem LEAK DETECT. O-kroužky z FKM dodáváme pod označením H-LINE.XKR.
Použití pro rozvody pitné vody
Fitinky H-LINE INOXPRESS 304 jsou certifikovány na použití v rozvodech pitné vody. Při tomto použití je ale nutné dbát na správný návrh a postup instalace celého systému s ohledem na konkrétní případ a především zajistit, aby veškeré součásti celého systému a inženýrské postupy instalace byly taktéž v souladu se zajištěním správné přepravy pitné vody dle místních nařízení a předpisů.
Ohýbání trubek za studena
Systém H-LINE INOXPRESS 304 obsahuje oblouky a kolena 45° a 90°, které umožňují provádět změny směru pokládky bez nutnosti ohýbat přímo trubky.
V každém případě je i tak někdy zapotřebí provádět tvarování trubek za studena.
Trubky z nerezové oceli o průměru 15, 18 a 22 mm v souladu s EN 10312-1 a EN 10312-2 mohou být za studena ohýbány. Pro tuto operaci je nezbytně
nutné použít příslušné zařízení k ohýbání trubek. Minimální průměr ohybu je 4 násobek vnějšího průměru trubky. Vyhněte se provádění ohybů, kde je
minimální průměr ohybu menší.
Je absolutně nepřípustné provádět ohyby za tepla, za použití kyslíko - acetylénového hořáku nebo jiného prostředku. Dále je nepřípustné ohýbat
H-LINE INOXPRESS 304 trubky o průměrech 28 a více mm.
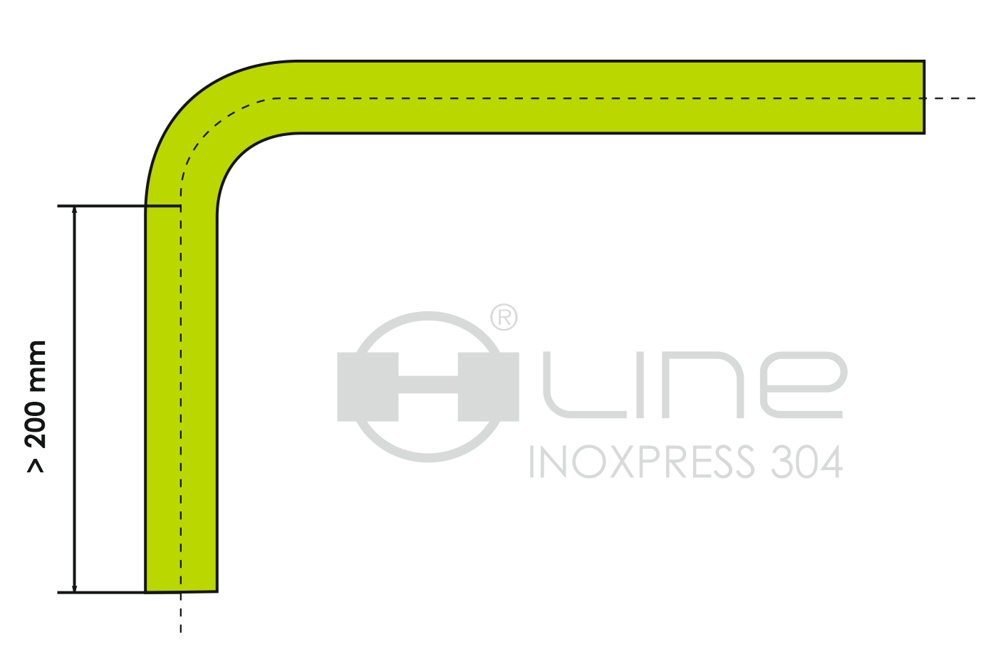
Vždy je třeba dodržet minimální vzdálenost od provedeného ohybu na trubce pro instalaci tvarovek
Skladování a manipulace
Při skladování a přepravě tvarovek je vhodné ponechat výrobky zabalené v originálních obalech až do okamžiku instalace. Minimalizuje se tak riziko jejich poškození a vniknutí nečistot a tím je tak co nejdéle zajištěna mazivová konzervace O-kroužků. Nerezové trubky a tvarovky skladujte na chladném a suchém místě.

OBLASTI POUŽITÍ
- rozvody teplé a studené vody (pitné i užitkové)
- požární rozvody vody
- topné a chladící systémy
- systémy na dešťovou vodu
- nízkotlaké rozvody páry
- systémy na stlačený vzduch (bez oleje)
- rozvody organických a anorganických kyselin
- rozvody silikonových olejů a mazadel / tuků
- rozvody polárních rozpouštědel jako jsou alkoholy a ketony
| Oblasti použití | Tlak[bar] | Teplota[°C] |
| Rozvody teplé a studené vody Obecné instalace pro teplou a studenou pitnou a nepitnou vodu mimo požadavky specifikované EN. |
16 | -20 až +110 (až 160 při použití FKM O-kroužku) |
| Rozvody pitné vody Rozvody pitné vody v souladu s vyhláškou o pitné vodě. EN 806 a EN 1988. |
10 | 95 |
| 16 | 25 | |
| Ohřívače teplé vody Topná voda. Dle EN 12828. |
6 | 110 (až 160 při použití FKM O-kroužku) |
| Lokální a dálkové vytápění Topná voda. |
10 | 110 (až 160 při použití FKM O-kroužku) |
| Tepelné solární systémy s trvalou T ≤ 110°C Směs vody a vody a glykolu. Ředění max. 30 % glykolu. EN 12975 a EN 12976 |
6 | -20 až +110 (až 160 při použití FKM O-kroužku) |
| Klimatizační systémy na vodní bázi Voda a směs vody a glykolu. Poměr ředění max. 30 % glykolu. |
6 | -10 |
| Systémy sběru dešťové vody Dešťová voda z jímek. EN 1989 |
10 | 25 |
| Systémy stlačeného vzduchu (bez oleje) Stlačený vzduch třídy 1 - 3 v souladu s ISO 8573-1 |
10 | 25 |
| Nízkotlaké rozvody páry Vodní pára. |
1 | 140 |
| Průmyslová a užitková voda Upravená, změkčená, část./plně odsolená voda |
10 | 95 |
| 16 | 25 | |
| Vakuové linky pro nelékařské účely | -0,8 | teplota okolí |
| Konstrukční tlaková zkouška Voda s 6,5 ≤ pH ≤ 9,5. |
10 | 25 |
Vysokoteplotní a chemické aplikace
Při instalaci topného systému je potřeba zohlednit riziko překročení maximální povolené teploty (110°C) pro lisovací tvarovky H-LINE INOXPRESS 304. Pokud toto riziko existuje, doporučujeme použití FKM o-kroužků, které jsou odolné do maximální provozní teploty 160°C, nárazově po dobu 5 minut až 200°C.
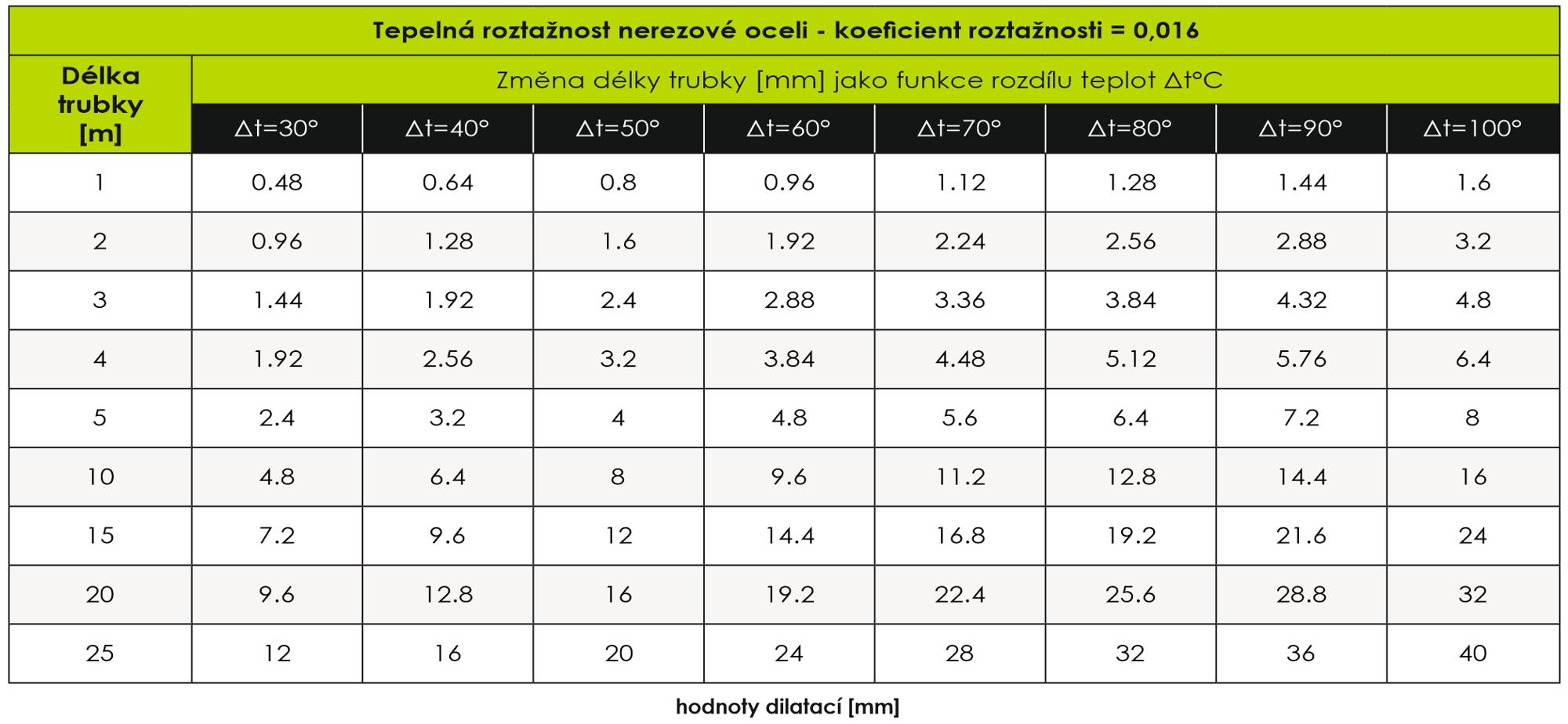
TEPELNÁ ROZTAŽNOST
Koeficient lineární roztažnosti pro nerezovou ocel je 16,0 x 10 na °C. Například 10 metrů dlouhá trubka z nerezové oceli (nehledě na její velikost,
tloušťku stěny nebo povahu) zvětší svoji délku o 9,6 mm při nárůstu teploty o 60°C. Trubky instalované v systémech rozvodů teplé vody musí být nainstalovány
tak, aby tuto roztažnost zvládly, jinak by došlo k nárůstu pnutí v potrubí, které může vést k tomu, že se spoje budou oddalovat od sebe a/nebo se potrubí může
dokonce zlomit. Je zřejmé, že rozsah a frekvence takových délkových změn bude určovat životnost spoje nebo čas kdy dojde k mechanickému selhání trubky.
Tabulka níže znázorňuje dilataci trubky při daném nárustu teploty. V případě trubek pro domácí instalace teplé vody a vytápění je obvykle ochrana proti teplotní roztažnosti
již dána omezenou velikostí místností a větším počtem kolen a podobných fitinek, což ve většině případů znamená, že v podobných instalacích nedochází k žádným kritickým roztažnostem,
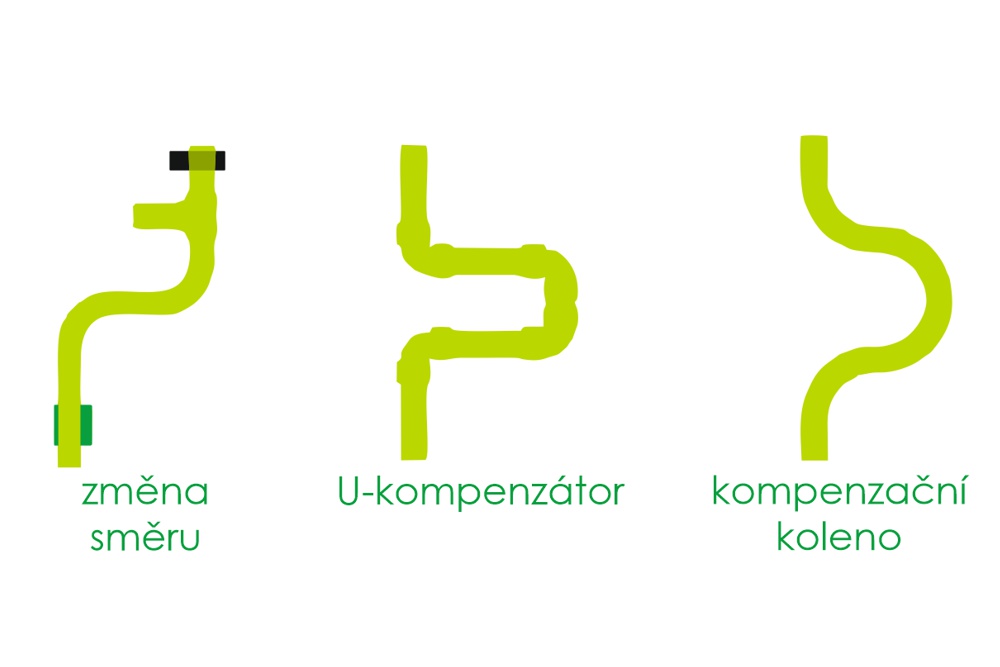
které by systém mohly ohrozit. Nicméně tam, kde vedou dlouhé přímé úseky trubek přesahující 10 metrů, bude nutné vytvořit přídavný prvek, který systém ochrání při tepelných roztažnostech.
Rychlým, ekonomickým a efektivním způsobem je jednoduché zapojení trubek do tzv. podkovy nebo přidáním kompenzačního kolene do návrhu systému.
Řešení dilatace
Tam, kde trubky procházejí stěnami, podlahami a stropy, by měl být umožněn jejich pohyb v důsledku roztahování a smršťování.
To lze zajistit protažením trubky skrz objímku nebo skrz trubku většího průměru upevněnou přes celou tloušťku stěny, podlahy či stropu,
nebo pomocí pružných spojů na obou stranách stěn. Rovněž je třeba se vyvarovat krátkých vývodů směrem do a z radiátorů, připojených k relativně
dlouhým přímým trasám. Toho lze obvykle dosáhnout zavedením dilatační smyčky, čímž se prodlouží délka potrubí upevněného mezi rameny
přívodu/zpátečky a připojením radiátoru. Nicméně použití dilatačních smyček nemusí být někdy dostatečné a v takových případech bude nutné použití
vlnovcových spojek.
TABULKA NÍŽE uvádí tepelnou roztažnost (v mm) trubky jako funkce délky trubky a teplotního rozdílu. Uvedená tabulka ukazuje nárůst délky v mm v důsledku
tepelné roztažnosti jako funkce změny teploty ∆t a délky trubky při nižší teplotě, bez ohledu na tvrdost nebo tloušťku stěny.
ODOLNOST VŮČI KOROZI
Vnitřní koroze
Při kontaktu s kyslíkem nebo vodou obohacenou kyslíkem se v potrubním systému z nerezové oceli tvoří pasivní vrstva, která se většinou skládá z oxidu chrómu. Tato vrstva zabraňuje vzniku koroze a zajišťuje odolnost a vysokou kvalitu vody. Pokud obsah chloridů překročí přípustnou úroveň, může dojít k porušení pasivní vrstvy, což může vést ke vzniku koroze ve formě důlkové, štěrbinové nebo korozní trhliny. Maximální povolený obsah chloridů v potrubních systémech je 200 mg/l pro nerezovou ocel 304. Bylo prokázáno, že rozsah důlkové a štěrbinové koroze se zvyšuje s rostoucí teplotou, nicméně kolísání teplot a související obsah chloridů ve vodních systémech by neměly způsobovat problémy. Neupravená voda však může mít vyšší obsah chloridů. V tomto případě je třeba věnovat větší pozornost případnému překročení povolených limitů.
Vnější koroze
Pokud jsou trubky vystaveny materiálům a jiným vlivům obsahujícím chloridové sloučeniny nebo jiné podobné agresivní látky, je vznik vnější koroze u veškerých nerezových systémů velmi pravděpodobný. V takovém případě by tento systém neměl být používán. Pokud se nelze vyhnout vysokému obsahu chloridů v některých částech systému, musí být přijata přiměřená opatření k minimalizaci rizik. V takových případech lze ochranu proti korozi dle ČSN EN 12068 zajistit pomocí smršťovací pryž. izolace.
Dezinfekce a sterilizace
Pro proces sterilizace je přípustná koncentrace chloridů až 25 ppm na 24 hodin za předpokladu, že bude systém řádně propláchnut čerstvou vodou a následnou analýzou bude prokázáno, že zbytky chloridů poté nepřesáhnou 1 ppm.
TEPELNÁ IZOLACE SYSTÉMU
Tepelná izolace potrubí by měla být provedena v souladu s národními zákony a normami, např. DIN EN 4108, (EnEV). Všechna vodovodní potrubí musí být chráněna před mrazem a hromaděním tepla. Toho lze nejúčinněji dosáhnout vhodnou tloušťkou izolace. Ve speciálních případech, jako jsou nevytápěné střešní prostory, toho lze dosáhnout pomocí samoregulačního topného kabelu.
SPOJ S DALŠÍMI MATERIÁLY
Nerezový systém INOXPRESS 304 lze bez obav kombinovat (spojovat) se systémy z jiné nerezové oceli, mědi a slitin mědi, bez rizika koroze. Pozor je nutno dát na spojení s uhlíkovou ocelí. S tímto materiálem by systém INOXPRESS 304 neměl být spojen napřímo, protože by zde vznikla velká pravděpodobnost koroze. Proudění vody by mělo být proto vždy ve směru od uhlíkové oceli k nerezové oceli a nikdy ne naopak. U dvou rozdílných materiálů by měla být vždy použita alespoň 50 mm distanční spojka z mosazi (tzv. dielektrická vsuvka).

KONSTRUKCE FITINEK
Tvarovky H-LINE INOXPRESS 304 mají výhodu lisovacího profilu V ve 3 rovinách - dva šestihranné mechanické lisy na každé straně fitinky, obsahující O-kroužek.
Správným tlakem lisovacího nástroje se materiál O-kroužku stlačí a v rámci procesu tváření za studena se vytvoří trvalý a nepropustný spoj. Tato funkce umožňuje
rychlý a bezpečný proces instalace. Pro správné usazení je důležité se před zalisováním ujistit, že trubka je rovnoběžná s tvarovkou, což výrazně snižuje možnost
poškození O-kroužku během montáže. Všechny naše tvarovky INOXPRESS 304 mají unikátní detektor správného zalisování, který včas odhalí nezalisované nebo špatně
zalisované spoje. Více o této funkci viz. str. 2. Po testovací fázi navíc není nutné vodu vypouštět - lze zalisovat ikdyž je voda stále v systému. Před lisováním
se vždy ujistěte, že je trubka zcela zasunuta až na doraz. Pro zaručeně těsný spoj používejte schválené a doporučené lisovací nástroje a čelisti. Tvarovky INOXPRESS 304
se instalují pomocí mechanického lisovacího nástroje a kompatibilní čelisti V - profilu. Síla je vyvíjena prostřednictvím lisovacího nástroje, který uzavírá čelist,
aby se vytvořil trvalý spoj.
Všechny závitové fitinky H-LINE INOXPRESS 304 jsou vybaveny trubkovým kónickým závitem dle normy ISO 7.
Uvedení instalace do provozu
Nezbytností při uvádění systému do provozu je chemická dezinfekce a čistění, prováděné v souladu s normou EN 806-4. Nerezové trubky lze dezinfikovat peroxidem vodíku H2O2, avšak je možná i dezinfekce chlórem, pokud jsou dodrženy správné pokyny (viz. např. sekce koroze výše). Vezměte prosím na vědomí, že je třeba dodržovat zásady ochrany proti korozi.
LISOVACÍ NÁSTROJE
Pro zaručenou kvalitu lisovaných spojů systému H-LINE INOXPRESS 304 doporučujeme používat námi schválené lisovací přístroje a čelisti.
Schválené přístroje
Klauke UP2EL14, Klauke UAP2/UNP2, Klauke UAP3L/UAP4L, Rems Power-Press, Rems Akku-Press, Rothenberger Romax 3000, Rothenberger Romax Pressliner/Eco, Rothenberger Romax AC-Eco, Viega Typ 2, Viega PT3-AH/EH/H, Viega Akku-Presshandy, Viega Pressgun 5/4 B/E, Conel PM 2, Novopress EFP1 (6000), Novopress EFP2, Novopress ACO/ECO/EFP/AFP201/202, Novopress ACO/ECO/EFP203, Milwaukee M18 HPT/BLHPT, Geberit PWH 75, Ridgid RP 330/340-B/C
Schválené čelisti (15-54 mm) s profilem V
Klauke KSP4 P77267, Klauke SSK (pouze 42 a 54), Rems V/V45, Rothenberger V/SV, Viega SOM, Viega PT 2, Ridgid V, Novopress* PB 2, Milwaukee* PB 2, Conel V-PB 2
* Čelisti Milwaukee a Novopress pouze se symbolem červeno-černého písmene "P"
Pro zalisování systému H-LINE INOXPRESS 304 lze samozřejmě použít i další typy přístrojů (min 32 kN -max 36 kN) a čelistí, které nejsou výše jmenovány.
V tomto případě ale nelze garantovat, že budou se systémem plně kompatibilní.

Údržba
Údržba výše uvedených přístrojů musí být provedena minimálně jednou ročně nebo nejpozději po cca. 10 000 lisovacích cyklech a to v autorizovaném servisním středisku. Pravidelnou údržbu, ošetřování a čištění lisovacích čelistí musí provádět uživatel. Lisovací čelisti musí být vždy bez poškození a jakékoliv deformace. Vnitřek lisovací čelisti musí být vždy udržován zcela bez nečistot a úlomků materiálu. V případě potřeby lze čelisti vyčistit kartáčem nebo čisticím hadříkem a nekorozivními rozpouštědly, jako je metylalkohol.
Garance správně zalisovaných spojů
Záruka, že všechny spoje budou 100% těsné záleží především na odborném a správném postupu v souladu s montážním návodem.
Záruka při kombinaci s výrobky jiných výrobců
Pokud jsou ve stejné instalaci s nerezovým systémem INOXPRESS 304 použity i lisovací výrobky jiných výrobců, vlastníci těchto tvarovek jsou odpovědní za své výrobky podle svých specifikací. Pro více podrobností prosím kontaktujte přímo tyto výrobce. Přímé spojení lisovacích tvarovek INOXPRESS 304 s jinými výrobky od různých výrobců obecně nedoporučujeme, protože v tomto případě není možné převzít záruku za celý rozvod, ale pouze za tvarovky a trubky H-LINE INOXPRESS 304. V případě vzniku škody by bylo nutné provést znalecký odhad, aby se potvrdila míra a příčina škody.
Na systém H-LINE INOXPRESS 304 je poskytována záruka 5 let. Více informací zde.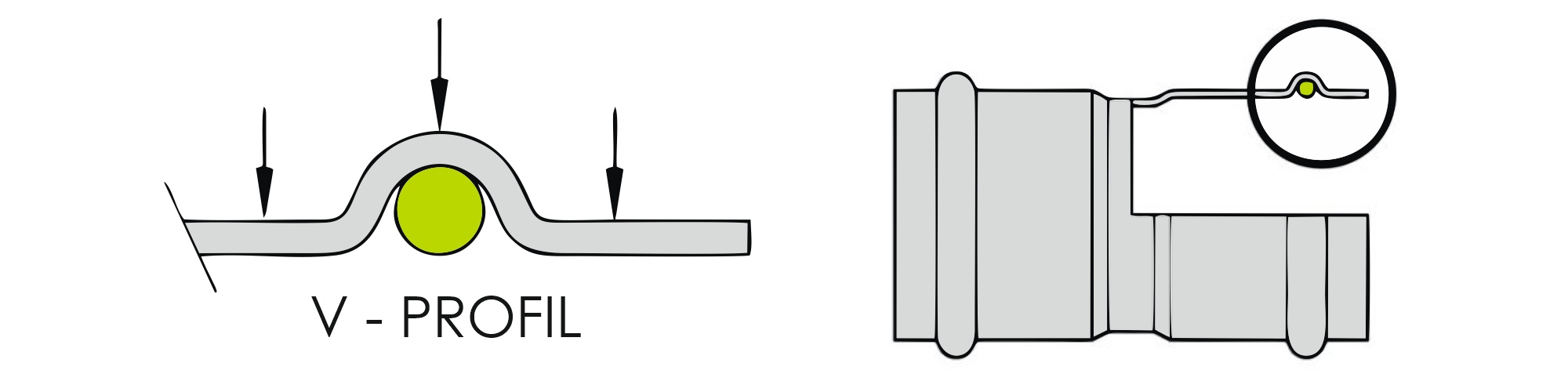
KOEFICIENTY TLAKOVÉ ZTRÁTY
Všechny kapaliny rozváděné pomocí potrubní sítě jsou omezovány v proudění tlakovou ztrátou v potrubí a v místních odporech. Tyto ztráty udávají celkovou tlakovou ztrátu.
Tlakové ztráty v potrubí
Výpočet celkového odporu rovného potrubí se provede jednoduše, pokud známe jednotkovou hodnotu odporu potrubí, kterou vynásobíme celkovou délkou potrubí. Výpočet se obvykle provádí za použití příslušných diagramů. Pomocí diagramů můžeme také stanovit jednotkové hodnoty tlakové ztráty (R) a hodnotu rychlosti v (m/s) pro určitý průtok vody. Po stanovení hodnoty R a pokud známe délku rozvodu v efektivních nebo ekvivalentních metrech, můžeme zjistit celkovou tlakovou ztrátu úseku. Hodnoty jednotkového odporu (R) se mění dle změny teploty a rychlosti procházející kapaliny a je proto třeba použít přislušný diagram. Nezapomeňte, že i připadné přísady do vody, např. nemrznoucí směs, mění hydraulický odpor.
Místní tlakové ztráty
Matematický vzorec, který umožňuje vypočítat místní tlakovou ztrátu je následující:
ΔPL = Σξ • v2 • ρ/2g
kde:
v = rychlost průtoku kapaliny (m/s)
g = zrychlení způsobené gravitací (m/s2)
ρ = hustota kapaliny (kg/m3)
ξ = koeficient místního odporu
Pro zjednodušení je možné použít metodu ekvivalentních metrů, čili se bere v úvahu hodnota pomyslné délky rovného potrubí stejného průměru,
která produkuje stejnou hodnotu tlakové ztráty. Přehled jednotlivých situací a jejich referenčních konstant naleznete v technickém manuálu H-LINE
INOXPRESS 304 na straně 7.
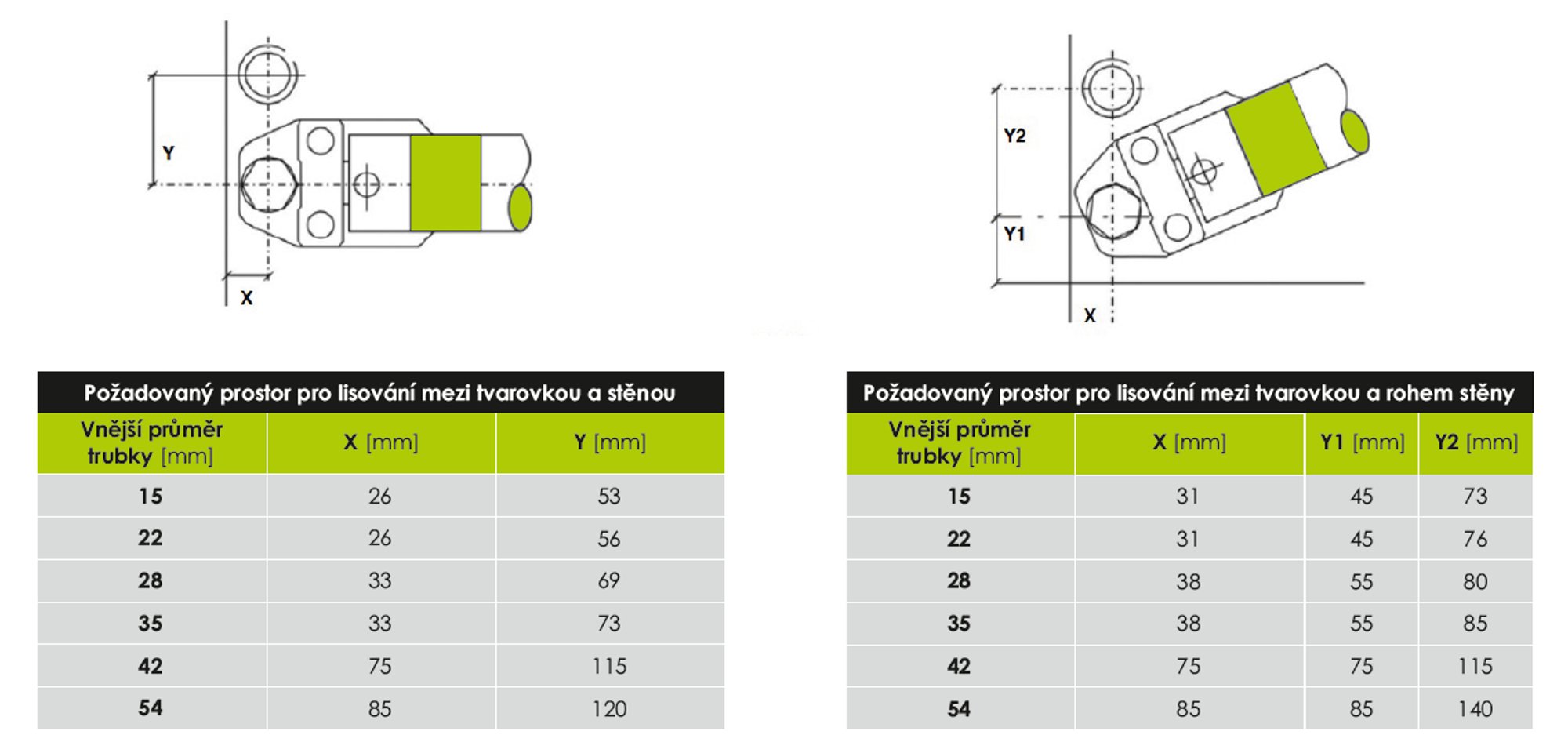
POŽADAVKY NA INSTALACI
Prostor potřebný k lisování
Aby vůbec bylo možné správně používat lisovací nástroj, jsou vyžadovány následující minimální vzdálenosti od ostatních konstrukčních prvků nebo jakýchkoli dalších překážek.
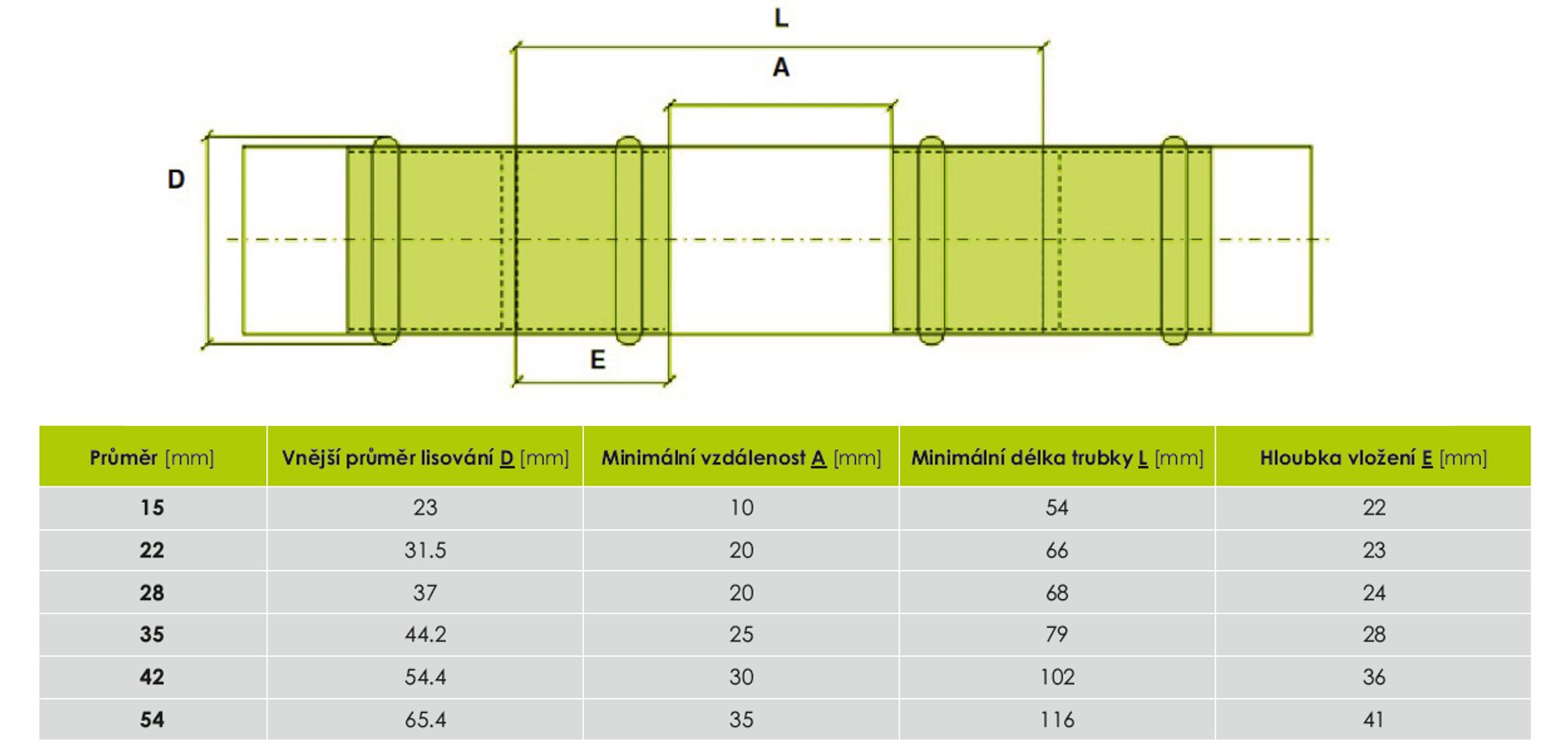
Instalační rozměry
Hloubka vložení trubky do tvarovky a minimální vzdálenosti mezi lisovanými spoji.
Minimální vzdálenost lisovacích tvarovek od již stávajícího svarového spoje
Aby byla zajištěna správná těsnost nerezové tvarovky INOXPRESS 304, musí být mezi oběma tvarovkami dodrženy následující minimální vzdálenosti.
Minimální vzdálenost svařované tvarovky k již stávající lisované tvarovce
Upozornění: Vyhněte se svařování v blízkosti spojů systému INOXPRESS 304, jelikož to může způsobit poškození / degradaci těsnění tvarovek v důsledku působení a přenosu
velkého tepla.
Tabulka uvádí minimální vzdálenost od lisovaného spoje, která je přijatelná pro svařování. Pokud tuto vzdálenost nelze dodržet, je třeba přijmout přiměřená opatření
(např. zhotovení svařované části před montáží lisovacích tvarovek, zabalení do vlhkého hadru nebo aplikace horkého bloku), aby se zabránilo přenosu tepla na lisovací
tvarovku během svařování.

PŘÍPRAVA TRUBKY
Pro bezproblémovou instalaci systému INOXPRESS 304 je nezbytná správná příprava trubky, stačí se řídit následujícími jednoduchými pokyny. Nesprávná příprava trubky může poškodit O-kroužek a způsobit netěsnost tvarovek.
Řezání trubek
Brusné kotouče a veškeré běžné pilky na železo nejsou v žádném případě vhodné pro řezání trubek, a to z důvodu vysoké tepelné zátěže místa
řezu a možnosti natavení korozivních částic do místa řezu z řezného kotouče, kterým byl před tím řezán jiný materiál (např. staré nefunkční
zkorodované rozvody apod.). Používejte k tomu určené ruční řezačky trubek, nebo speciální elektrické pily na trubky. Pokud se konce trubek zdeformují,
odstraňte poškozenou část pomocí vhodné metody řezání.
Při přípravě trubky se ujistěte, že je trubka správně podepřená a že máte nasazenou ochranu očí. Při použití elektrického nářadí je třeba dbát zvýšené
opatrnosti. Před použitím si přečtěte pokyny výrobce.
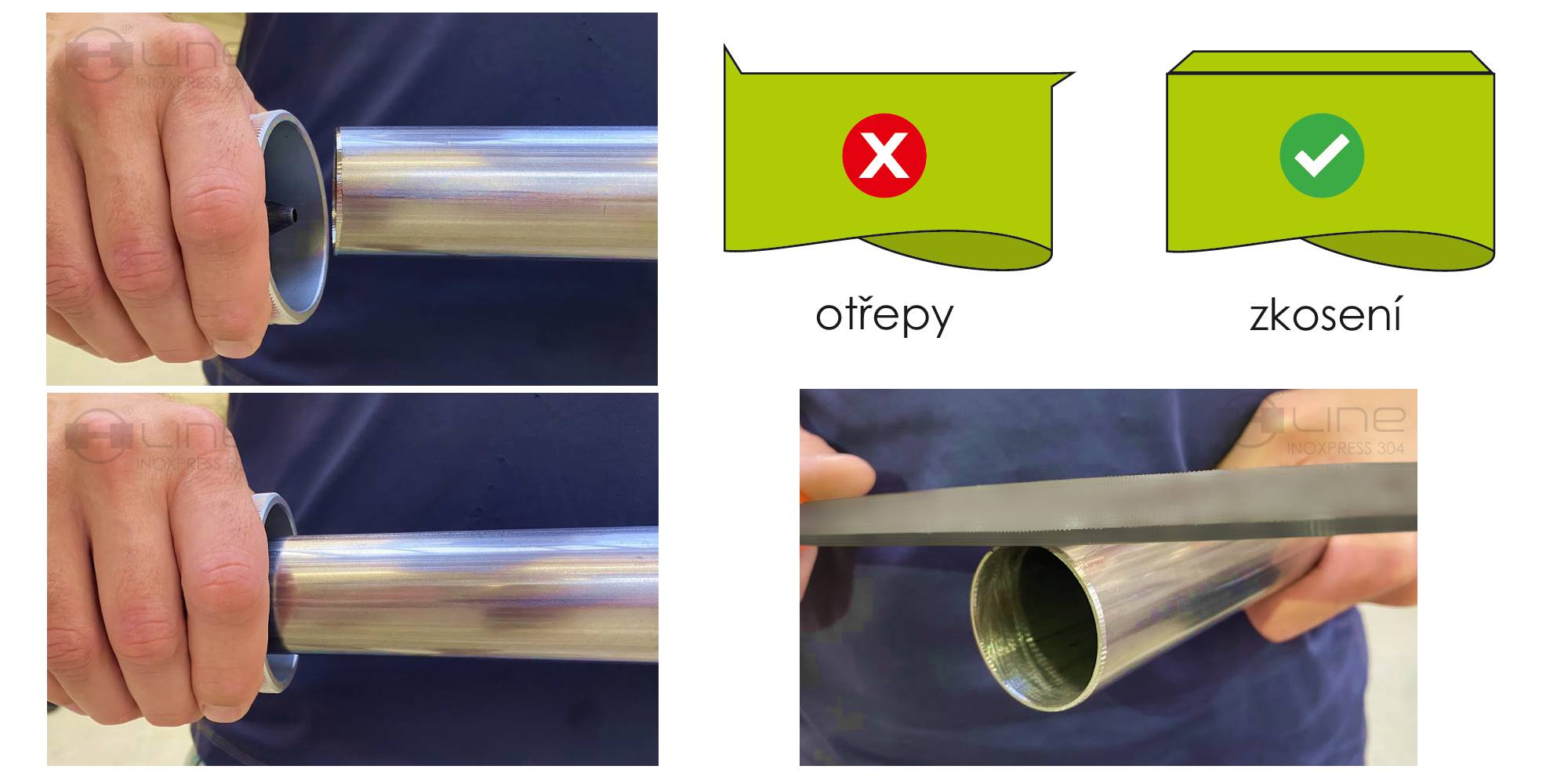
Odříznuté konce trubek by měly být čisté a bez škrábanců a ostrých hran. Otřete trubku od třísek a nečistot, abyste zabránili poškození O-kroužku
při vložení trubky.

Odhrotování trubek
Ujistěte se, že vnitřní a vnější konce trubky jsou bez otřepů nebo ostrých hran. Pokud není k dispozici odhrotovač, lze ostré hrany odstranit například jemným, čistým pilníkem, který nebyl nikdy předtím použit na jiný materiál.
MONTÁŽNÍ POKYNY
Před konečnou montáží tvarovek je vhodné jej do poslední chvíle ponechat v originálním obalu, aby byly chráněny před znečištěním (náchylné na nečistoty je především mazání O-kroužků). Dbejte také na prostor potřebný pro lisovací nástroje.
1 - řezání trubky na délku
K řezání trubky použijte řezačku trubek, pilu s jemnými zuby k tomu určenou nebo speciální elektrickou pilu na trubky. Je důležité zajistit, aby byla trubka vždy rovná a řez probíhal v pravém úhlu. Konce trubek by měly být čisté a bez škrábanců, alespoň v místech, které budou následně osazeny tvarovkou.

2 - odhrotování a kalibrace
Pomocí odhrotovače se ujistěte, že na vnitřním a vnějším konci trubky nejsou žádné otřepy nebo ostré hrany, aby nedošlo k poškození O-kroužku. Poté otřete konec trubky dočista, aby nedošlo k poškození O-kroužku při zasunutí tvarovky.

3 - kontrola tvarovky
Zkontrolujte tvarovku, zda jsou přítomny O-kroužky a správně usazeny a zda má tvarovka správnou velikost pro danou trubku.

4 - označení hloubky vložení
Pro dokonalý spoj musí být trubka zcela zasunuta do tvarovky až na doraz. Tuto polohu je nutno označit na trubce ryskou, aby se zabránilo při pozdějším lisování např. nechtěnému povysunutí trubky a tak vzniku chybně zalisovaného spoje. Tuto rysku si je možno také dopředu připravit na trubku odměřením vzdálenosti dle tabulky Hloubka vložení E (mm)

5 - montáž trubky a tvarovky
Pro montáž spoje musí být trubka zasunuta do tvarovky až na doraz. (Použijte již vyznačenou značku). Lisování by mělo být provedeno pouze tehdy, když trubka dosáhne dorazu trubky.

6 - kompletace spoje lisovacím nástrojem
Ujistěte se, že používáte čelisti správné velikosti. Čelisti musí být na tvarovce umístěny kolmo. Stiskněte spoušť pro zahájení zalisování.
To je dokončeno, když je ústí tvarovky zcela uzavřeno čelistmi. Nyní lze uvolnit čelisti od tvarovky. (Další informace naleznete v pokynech k nástroji).
Pozor: Spoj je dokončen po jednom úplném cyklu nástroje. Nelisujte žádnou tvarovku více než jednou!

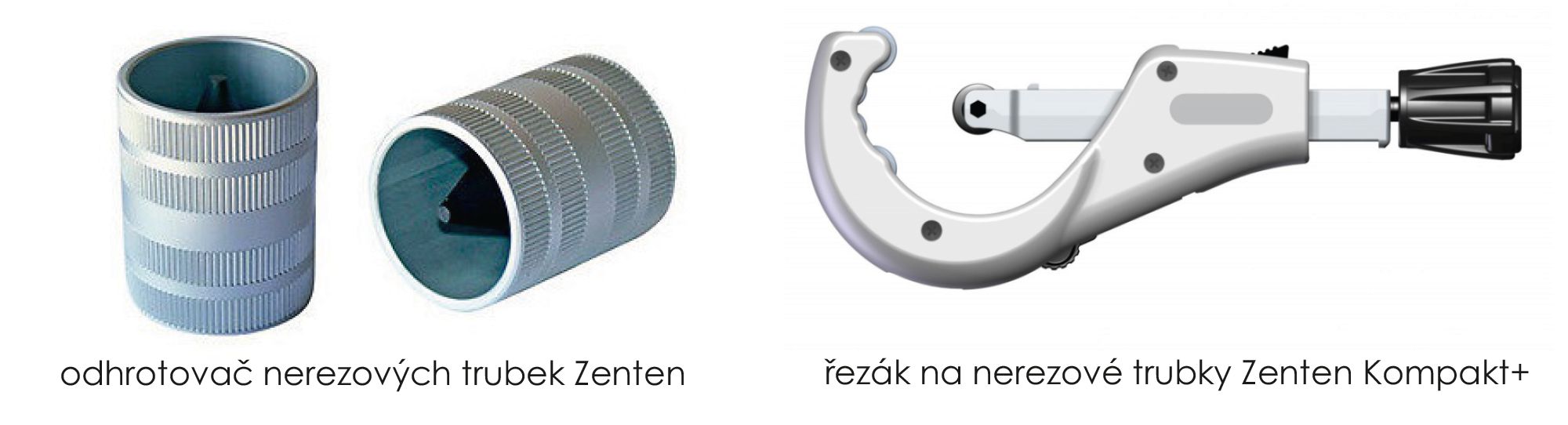
POUŽITÍ VHODNÝCH NÁSTROJŮ
Pro řezání, odhrotování či začišťování trubek systému H-LINE INOXPRESS 304 je nezbytně nutné používat správné nástroje, které jsou k tomu určeny. Řezáky trubek či odhrotovače musí být určeny pro použití s nerezovým materiálem. Nástroje určené pro jiné materiály (např. měď) jsou zcela nevhodné. Veškeré nástroje můsí být před použitím nepoškozené a čisté. Nepoužívejte nástroje, se kterými bylo dříve pracováno s materiály, kde byla přítomna rez. Mohlo by tak dojít k přenosu mikroskopických bodových rzí a degradaci nerezového materiálu.
Používání jakýchkoliv materiálů z těchto stránek je bez předchozí domluvy přísně zakázáno. V případě nejasností nás kontaktujte. Všechna práva vyhrazena. Textové i grafické chyby vyhrazeny. Změna uvedených vlastností a parametrů vyhrazena.